
SMT-defektliste ogSMT-fejlfinding (SMT / SMD-problem og løsning)
SMT (Surface Mount Technology) er, ligesom anden SMD Lodning og PCB-monteringsteknologi, ikke NUL-Defekt lodningsproces. Der vil altid være en eller anden defekt i enhver elektronisk PCB-samling i både Thru-Hole og SMT.
Her vil jeg diskutere nogle af de mest almindelige fejl og årsager til SMT-defekter og mulig løsning og fejlfinding.
Almindelige fejl i SMT:
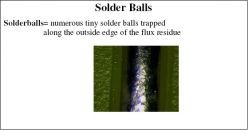
Loddekugler
Loddekugler
Bridging
Åben- utilstrækkelig
Tombstoning
Usmeltet pasta
Overdreven filet
slump
affugtningsfænomenet
Forstyrr fælles
Orange Skinning
Loddekugler–Mulig årsag:
Lodde Indsæt udsmurt på undersiden af stencil.
Hvad er sugetryk?
Rengøres stencilundersiden med et opløsningsmiddel, og er opløsningsmiddel stadig til stede efter rengøring?
Er stencil korrekt tilpasset PCB?
Løsning på loddekugleproblemer:
Kontroller sugetryktrykket

Loddekugler=adskillige små lodkugler fanget langs yderkanten af fluxresten
Kontroller for korrekt pakning og justering
Kontroller, om rengøringsmidlet er helt fordampet, før udskrivning
Oxideret pasta - Mulig årsag
Blev pasta sendt i køleskab?
Brugte pasta lang tid i et varmt område?
Blev gamle klister tilbage i krukken?
Loddekugler=adskillige små lodkugler fanget langs yderkanten af fluxresten
Blev glasset sat tilbage i køling efter åbning?
Er legering følsom over for oxidation?
Opløsning til problemer med oxideret loddemiddel:
Kør frisk pasta fra et andet parti under samme betingelser, og se om loddejern går væk.
Oxideret pasta - Mulig årsag
Tryk på gummibånd for højt
Indsætningen presses ud mellem stencil og bord
Løsning: Reducer sugetryk
Mulig årsag:
Udtørring af pasta efter udskrivning
Hvad er specificeret klæbningstid for pasta?
Løsning: Kør en PCB med frisk pasta, og se om problemet forsvinder
Mulig årsag:
For langsom rampe op i refow-profil
Løsning: Kør den anbefalede profil, og se, om problemet forbliver
Mulig årsag:
For hurtig rampe op i flowprofil
Løsning: Kør en langsommere rampe-profil for at give flygtige stoffer til at fordampe
SOLDERBEJDER - Mulig årsag:
Reflow-profilramp op langsomt

Loddekugle: loddekugler, der er ved siden af en komponent
Kapillærvirkning trækker uudstrømmet pasta væk fra pude til et sted under komponenten, det reflekteres der og danner en perle af lodde, der kommer ud fra under komponentsiden.
Løsning: Kør en hurtigere rampeprofil på 1,5 grader celsius til 2,5 grader celsius pr. Sekund.
Mulig årsag:
Overdreven mængde loddemasse på komponentpuder
Hvad er stenciltykkelse?
Reduceres åbninger?
Vil du dispensere tid til en prik?
Løsning:
Reducer åbningens størrelse på stencil, eller brug tyndere stencil
Brug mindre nål og / eller reducer udrensningstiden på dispenseren
Mulig årsag: Indsæt udstrygning på undersiden af stencil
Hvad er sugetryk?
Rengøres stencilundersiden med et opløsningsmiddel, og er opløsningsmiddel stadig til stede efter rengøring?
Er stencil korrekt justeret med PCB?
Løsning:
Kontroller sugetryktrykket
Kontroller for korrekt pakning og justering
Kontroller, om rengøringsmidlet er helt fordampet, før udskrivning
BRIDGING - Mulig årsag:
Kold nedgang

Bridging=lodde kører fra en komponentkontakt til en anden, hvilket resulterer i en kortslutning
Flyder pasta fra hinanden efter udskrivning, mindsker aflejringshøjden og overfladen øges.
Løsning:
Kontroller pastaens viskositet, for lav viskositet kan resultere i kolde falder
Kontroller udskrivningshastigheden, for hurtig udskrivningshastighed kan resultere i klipning af pasta og forringelse af dens tykkelse
Kontroller temperaturen i printeren, for høj temperatur bringer viskositeten ned

Bridging=lodde kører fra en komponentkontakt til en anden, hvilket resulterer i en kortslutning
Mulig årsag:
Varm faldende
Flyder pasta fra hinanden under rampen op på en del af refow-profilen
Løsning: Forkort varigheden af rampe-cyklussen i refow-profilen
Mulig årsag:
Indsæt udsmurt på undersiden af stencil
Indsæt kan være uden for pudeområdet og danne loddekugler mellem to komponentledninger, hvilket resulterer i en bro
Løsning- Reducer sukker og kontroller pcb-stencil justering og pakning
Mulig årsag:
Overdreven loddemasse placeres på puderne
Når du placerer en komponent på puderne, smøres pastaen ud og kan danne en bro til en tilstødende pude
Afhjælpe:
Reducer mængden af loddemasse
Forøgelse af udskrivningshastighed kan muligvis
Reducer stenciltykkelsen
Open-utilstrækkelig–Mulig årsag:
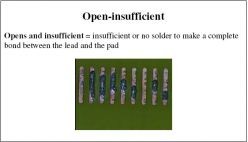
Åbner og er utilstrækkelig=utilstrækkelig eller ingen lodning til at skabe en fuldstændig binding mellem blyet og puden
Scooping under udskrivning
For stort tryk på sugefoden på en polypropylen-sugeprop kan forårsage øse
Afhjælpe:Reducer sugetryk eller brug en hårdere durometertype gnist eller brug en metalspiral
Mulig årsag: Blokering af stencilåbning med tørret pasta
Afhjælpe: Fjern blokering af åbninger og ren stencil
Mulig årsag:

Åbner og er utilstrækkelig=utilstrækkelig eller ingen lodning til at skabe en fuldstændig binding mellem blyet og puden
Fremmed materiale på loddeunderlag
Var loddemasken trykt på puden?
Afhjælpe:Brug en anden PCB
Mulig årsag:
For høj hastighed på sugefoden
Indsæt kan ikke komme ind i åbningerne
Afhjælpe: Reducer sukkerhastigheden
Mulig årsag: Loddemiddelviskositet og / eller metalindhold for lavt
Afhjælpe: Kontroller viskositet og metalindhold
TOMBSTONING

Gravstenning=komponenter af chiptype, der står op i den ene ende efter reflow, forårsaget af ulige kræfter på komponenterne
Mulig årsag: Ujævn placering af komponenter på puder inden Reflow resulterer i ubalancerede lodningskræfter.
Afhjælpe: Kontroller, om placeringsudstyr placeres korrekt.
Mulig årsag: Ujævn kølelegeme, dvs. jordplan inde i printplader kan trække varmen væk fra puden.
Afhjælpe: Forøg blødtiden (plateau) eller refow-profilen, så alle komponenter er tændt.
UMELTET PASTE–Mulig årsag:
Til kold reflow-profil
Loddemasse kan ikke smelte helt

Usmeltet pasta=pasta viser karakteristika for pulver efter refow, samlingerne er kedelige og ikke blanke. Må kun være på nogle komponenter
Afhjælpe: Kontroller refow-profilen, sørg for, at toptemperatur og tid over væsker (183C) er høj nok, og blødgøring (plateau) er lang nok.

Usmeltet pasta=pasta viser karakteristika for pulver efter refow, samlingerne er kedelige og ikke blanke. Må kun være på nogle komponenter
Overdreven filet
Mulig årsag: For meget loddemasse placeret på puder
Afhjælpe:
Hvis der forekommer overskydende loddemetode på alle komponenter, reducerer den samlede stenciltykkelse eller reducerer dispenserens udrensningstid
Hvis der forekommer overskydende loddemetode nogle steder, reduceres kun stenciltykkelse eller udlever kun rensetid for disse komponenter

Overdreven filet=bulbøs udseende af samling, hvor konturerne af lederne er skjult med mængden af lodde på dem
slumpKold nedgang–Mulig årsag:
Viskositet af pasta til lavt eller metalindhold til lavt

Slump=deformation af pastaaflejring efter udskrivning eller udlevering af aflejringshøjden reduceres, mens overfladen ekspanderer
Afhjælpe: Brug en anden type pasta med højere viskositet eller højere metalindhold
Mulig årsag: Paste kom i kontakt med et rengøringsmiddel eller andet fremmed produkt
Afhjælpe:
Sørg for, at der ikke er nogen opløsningsmiddelgaver efter rengøring af skærmen
Forsøg aldrig at genoplive pastaen ved at tilføje noget sammensat
Mulig årsag:

Slump=deformation af pastaaflejring efter udskrivning eller udlevering af aflejringshøjden reduceres, mens overfladen ekspanderer
Squeegee pres til højt
Pasta klippes på grund af for stort tryk, der påføres det, fortykningsmidler i pastaen ødelægges
Afhjælpe: Brug en ny pasta, og reducer sugetryktrykket
Mulig årsag: Pasta-temperaturen er for høj under udskrivning eller dispensering
Afhjælpe:
Kontroller temperaturen inde i printeren
Reducer presset på sugefoden
Reducer trykket på sprøjten, når du doserer
Varm nedtur
Mulig årsag: For langsom rampe op i refow-profil
Afhjælpe: Øg rampens temperatur op, sørg for at have en rampe op mellem 2 grader Celsius til 3 grader Celsius pr. Sekund
affugtningsfænomenet–Mulig årsag:

Dugning=dårlig fastgørelse af smeltet lodde til overfladen
Uønsket materiale på overfladen, der forhindrer lodning i at fastgøre på overfladen, dvs. loddemaske, fingeraftryk eller oxider.
Afhjælpe:
Rengør tavler først
Brug forskellige borde af tavler
Mulig årsag:

Dugning=dårlig fastgørelse af smeltet lodde til overfladen
Dårlig legering i HAL-processen, dvs. for meget Cu hæver smeltepunktet for HAL-legeringen
afhjælpe:
Forøg peak-temperaturen i refow
Brug forskellige borde af tavler
Forstyrret fællesMulig årsag:
En kilde til vibration, der overføres gennem pcb'en under flydningsprofilens væsketilstand
Afhjælpe:
Find og fix vibrationskilden
Juster refow

Forstyrret samling=loddet, ru udseende af loddemetode i en legering, der normalt er lys og skinnende
Orange flådning–Mulig årsag:

Orange flådning=kedelig, ru udseende af lodde, ledtekstur er orange hudlignende
For høj i spidszone
Rest blev brændt, eller kolofonium lavede mad
Afhjælpe:
Lavere topzone temperatur
Mulig årsag:
For lang eksponering for temperaturer mellem aktiveringstemp og reflow=(afhængigt af legering)
Afhjælpe:

Orange flådning=kedelig, ru udseende af lodde, ledtekstur er orange hudlignende
Forkort tiden i blødgøring eller lavere blødgøringstemperaturer
Mulig årsag:
Forvarmning for høj
Afhjælpe:
Lavere forvarmningstemperaturer
NeoDen leverer afullsmt samlebåndopløsninger, inklusiveSMTreflow ovn, bølgelodningsmaskine, pick-and-place-maskine, loddemiddelprinter, PCB-læsser, PCB-aflæser, chip mounter, SMT AOI-maskine, SMT SPI-maskine, SMT X-Ray-maskine, SMT samlebåndsudstyr, PCB-produktionsudstyrsmt reservedeleosv. enhver form for SMT-maskiner, du har brug for, behageligt kontakt osfor mere information:
Hangzhou NeoDen Technology Co., Ltd
Tilføj: Bygning 3, Diaoyu Industrial and Technology Park, No.8-2, Keji Avenue, Yuhang District, Hangzhou,Kina
Kontakt os: Steven Xiao
Telefon: 86-18167133317
Fax: 86-571-26266866
Skype:toner_cartridge
E-mail:steven@neodentech.com
E-mail:info@neodentech.com